| 详细介绍: 我公司广州市精源电子设备有限公司是专业研发生产和销售电阻点焊机,在工作过程中一些基本的电阻焊知识是需要具备的,所以在这整理了一些电阻焊焊接基础知识供大家参考。在使用金属材料制作零件的场合,有许多时候都需要将材料切断成规定的尺寸,再将其连接起来。
连接材料的方法有利用铆钉进行机械连接和利用焊接进行冶金连接以及利用超声波进行物理连接。电阻点焊是利用冶金的方法将金属材料高效率地经济地连接起来的一种方法。因此在产业界被广泛地使用。我们将精密小型工件的电阻焊接称之为精密电阻点焊。
广州精源电子设备有限公司源源不断地开发出各种超小型、可高密度安装化的新型精密电阻点焊机,取代了以往的锡焊、铆接等金属连接工艺。
精密电阻点焊机是最适合用于小型的、性能要求高的电子部品,以及精密机械工业中的小型部品的组装。
电阻焊接的原理:利用焦耳热进行焊接
Q=0.24I2Rt=0.24IEt(cal)…①
公式①如下图所示,工件在上下电极间被加压,通电,进行电阻焊接。
焊接部的电阻为R(Ω),焊接电流为I(A),通电时间为t(sec)时,根据公式①焊接部发热。因此焊接部的温度上升,产生熔融。
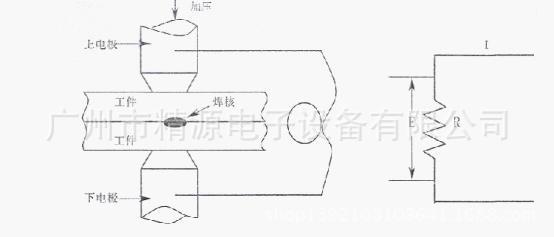
图1
二、电阻点焊的5大要素
1、电流
2、时间
3、加压力
4、电流密度(电极先端直径)
5、电极材料
上述要素与发热量Q及发热位置有关系,也就是说点焊时影响焊接效果的因素有:电流I、通电时间t、接触电阻R、电流密度(电极先端)和电极材料。接触电阻R随着加压力的增大而降低。以上要素被称为电阻点焊的五大要素。
接触电阻
工件表面生成的氧化薄层引起的电阻(表皮电阻)和由于电流的流通截面引起的电阻(集中电阻)。
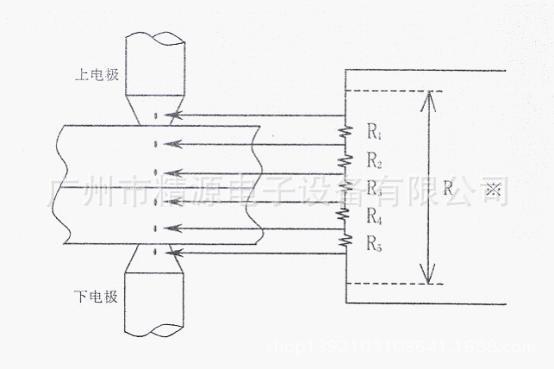
图2
上图中,R2,R4……材料自身的电阻;R3……上下工件之间的电阻;R1,R5,……电极与工件之间的电阻。接触电阻是指R1、R3、R5。
三、电极的作用
1.导通大电流。
2.施加压力。
3.提高焊接点的冷却效果。
4.稳定电流密度。
电极具有以上的作用,这里解释一下与品质管理有关的电流密度。
电流密度是指单位横截面中的电流值。如果将电流密度一直保持稳定,就能防止焊接不良。由于要导通大电流(电极作用1),电极顶端会发热;又由于要加压会使电极顶端变宽,电流密度变小,因此,随着焊接次数的增多,焊核会变小(焊接不良)因此在焊接品质管理中电极的管理(进行一定次数的焊接后更换或修磨电极)就变得非常的重要。
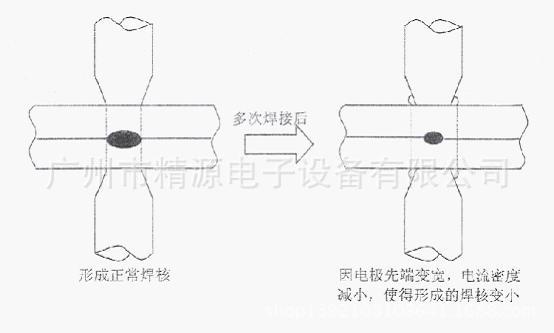
图3
四、电阻点焊原理归纳
1.电阻点焊方法是一种利用工件自身的电阻、施加在工件上的加压力和导通的大电流,在工件接触部产生焦耳热,进行熔融的金属连接方法。
2.决定焊接品质的五大要素:
[1].电流值
[2].通电时间
[3].加压力
[4].电流密度
[5].电极材料
五、焊接规范的选出
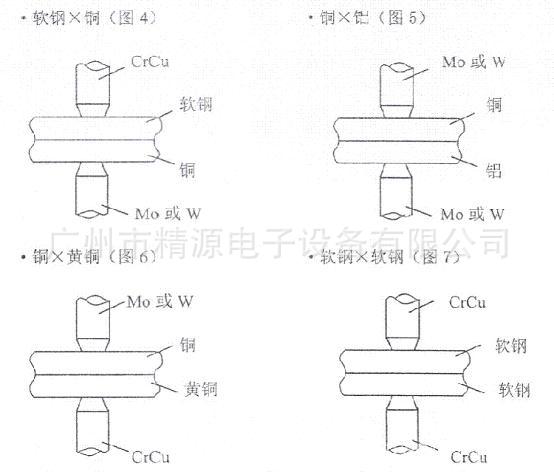
5-1、电极材料的选定
《选定原则》:
①固有电阻大的工件->选用固有电阻小的材料作电极
②固有电阻小的工件->选用固有电阻大的材料作电极
例:
工件材料选用电极材料
软钢铬铜合金(Cr-Cu)
铜钨、钼(W、Mo)或钨铜合金、钼铜合金
黄铜铬铜合金(Cr-Cu)
不锈钢铬铜合金(Cr-Cu)
银钨铜合金(W一Cu)
铝钨、钼(W、Mo)
镍超质铝铜、铬铜合金
5-2、焊接电流,时间,加压力的选定
电流规范
A规范一短时间大电流(最佳规范)
B规范一中时间中电流(中等规范)
C规范一长时间小电流(普通规范)
焊接电流可以如下方法比较简单地求得。最初设定较低的焊接电流,如果逐渐增大焊接电流,会发生飞溅。比发生飞溅时的电流值稍低的电流值就是适当的电流。电流值根据焊接机加压系统的追随性的不同而不同。焊接机的追随性愈好,愈容易施加较小的加压力和大的导通电流,即获得最佳的焊接效果。
5-3、焊接时间的选定
焊接部位产生的热量随着通电时间而增大,但是,电极及焊接部位的散热量也随着通电时间而增大,因此焊接部位的温度在一定时间以后趋于饱和。而温度饱和以后即使延长通电时间,焊核也不会再增大,而且表面压痕和热变形也会增大,对材料产生不良的冶金效果。另外,从作业工时、电力消耗的观点考虑,长时间焊接也不利。
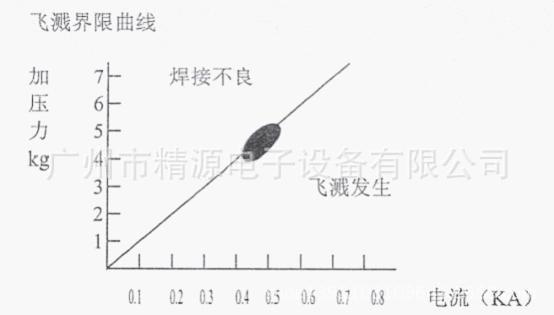
图8
图8中最适合的规范为加压力 5kg ,电流 500A 的区域。欲增加焊接强度,不仅要增大电流同时还要增大加压力。此时,将电流、加压力由低慢慢上升,选择最佳规范。
欢迎有工件需要焊接或遇到焊接工艺方面的问题想一起沟通探讨的朋友来我公司做客,我们将竭诚为您服务。
广州市精源电子设备有限公司
联系人:黄华
手机:15989175959
微信:315728752
电话:(8620)-82228802
传真:(8620)-82227112
邮箱:315728752@qq.com
精源主页:http://www.jyee.com.cn
经营地址:广州市高新技术产业开发区科学城开源大道188号B栋6楼
| 




