| ��ϸ���ܣ� ����
����ƽ���ֳ�����ƽ̨����ۻ�����������ʽ���������г����Ρ������Ρ�Բ�εȣ�����ΪHT200-300��QT400-600�����ù��й��գ��������Ͽɼӹ�V�Ρ�T�Ρ�U�βۡ���β�ۡ�Բ�ס����ȣ������ڹ������豸��⡢���ߡ�װ�䡢���ӡ���װ��í����ƽ�������
����: ƽ���ֳ�ƽ̨�������ʷ�Ϊ����ƽ���ͻ���ʯƽ��Ҳ�ɽд���ʯƽ̨
�����ж���С���˷�ԭ�� ��һ������ƽ�水ʵ�ʱ������������ʵ�ʱ�����в�����ʹʵ�ʱ����ϸ��㵽����ƽ��ľ���ƽ����Ϊ��С���������С���˷�����ƽ����Ϊ�������棬�����Դ�ƽ��ƫ�������ֵ����Сֵ֮��Ϊ�������ƽ������ֵ�� �Խ���ԭ�� ��ͨ����������һ���Խ��߶�ƽ������һ���Խ��ߵ�ƽ����Ϊ�������棬�����Դ�ƽ��ƫ�������ֵ����Сֵ֮��Ϊ������ƽ������ֵ��
����ƽ̨[1]ע����������ƽ̨һ��Ҫ�о���ƽ��ȣ�Ҫ���о���ƽ��ȱ���߱�һ���¼���������
һ�����Ҫ����Ҫ����ƽ̨�Ϲ������ȣ���Χ��Ⱥ߶ȣ��Լ�������ĺ�ȡ��߶Ⱥ��ܶȡ�
��������Ҫ��ǿ������HT200-300,Ӳ��:HB170-240��
�����˹��˻��ڻػ�Ҥ����600-700�ȸ����˻�ʱЧ������
�ġ���ȻʱЧ���������Ӧ����2-3����ȻʱЧ�����ڴ˹���ʱ��̫������ҵ���ʽ���תӰ���Ѳ����ܵȴ���ô��ʱ�䣬���Լ�����ͨ����ʱЧ���档��Ȼ���ֹ��յ�Ч����δ��ȷ�����ڹ��������ձ�ʹ�á�
�塢ɳ�������ף�0����1��ƽ̨��������������ɳ�ۣ�2����3����������ƽ̨ͬ���ʹ����������ɳ�ۡ�ע�⣺�����ĵ�Ӳ��һ��Ҫ����ƽ̨������Ӳ�ȡ�
�������ι��գ��˹�����������ƽ̨�ӹ�������������Ҫ�Ĺ��գ�������������ƽ̨��ƽ�������С���Լ�������ĿɽӴ�������0����ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����25��;1��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����20��;2��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����16��;3��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����12�㡣������ɺ�ƽ̨�ĸ�����ۡ�
�ߡ���ɰ��Ϳ�ƽ̨������ɰҪ���ף��ɾ�����Ϳ��ɫ�����ᡣ����Ҫƽ������Ϳ�ᣬһ��Ϳ��������ᡣ
�ˡ���װҪ����Ҫ��ľ�ʰ�װ������ѡ�ú���ľ�ĸ���ƽ̨�Ϲ����棬��Ҫʱ��ȫ��հ�װ����װǰƽ̨����������ʩһ��Ҫ���á�
�š�����Ҫ����ƽ̨װ������Ƿ������գ���������Ҫ��ʵ��������ƽ̨��Ҫ���Ź������⼷ѹ���Ρ�
ʮ�� ���ѡ����Ҫ��֧��ѡ��֧���ò�Ϊ�ں�1.5-2mm�ķ��ֺͽ����������ܶȺͽṹҪ������������˨Ҫ��תͨ����
ʮһ����װ���ԣ�һ�������ÿ�ʽˮƽ�ǵ�ƽ�����ù�ѧ����ˮƽ�ǻ���Ӻ���ˮƽ���ٽ���һ��ƽ��������������������Ҫ��ƽ̨���������ֳ���������
ʮ������ȷʹ�ã�����ƽ̨�ڵ�����ɺ�ʹ�ã����¿�����20��5��ʹ,��̨���ϼ���Ҫ�����Ų����Ҫ����ʹ��һ������������ʹ����������ƽ̨����Ч�����
����ƽ̨��������ƽ�壬����ƽ̨������ƽ̨��í��ƽ̨���������ƽ̨����������̨������ƽ̨�����ƽ̨��ǯ��ƽ̨����������̨��װ��ƽ̨����ϳ������̨������۴�����̨��T�Ͳ�ƽ̨������Բƽ̨���ع�ƽ̨�����ذ壬����ƽ��,����ƽ��,����ƽ��,í��ƽ��,����ƽ��,��ƽ��,ǯ��ƽ��,��ĥƽ��,����ƽ��,ѹɳƽ��,����ƽ��,��������̨,������ƽ��,ģ�ߵ��,ƴװƽ��,װ��ƽ��,T�Ͳ�ƽ��.
����ƽ̨(20��)�༭��������ƽ̨�ӹ�����ƫ�ʶ����ƽ̨�����������У������������ƫ���������ƽ̨����ƿ��ǵ��������ͻ�е�ӹ���������ƽ̨���������һ�㲻�ó���10%������10%ʱ��Ҫ������ƽ̨����������һ���ļ����ſ���ȷ��������ƽ̨�Ƿ����Ͷ��ʹ��
�˻�����
������T�Ͳ�����ƽ̨[2]�˻����У��ٽᾧ����ƽ̨�˻�ȥӦ������ƽ̨�˻�������ƽ̨�˻���ȫ����ƽ̨�˻�ȡ�����ƽ̨�˻��Ŀ�ģ���Ҫ�ǽ��ͽ������ϵ�Ӳ�ȣ�������ԣ����������ӹ���ѹ���ӹ������ٲ���Ӧ���������֯�ͳɷֵľ��Ȼ�����Ϊ����ȴ���������֯���ȡ�
1.��ȫ����ƽ̨�˻�͵�������ƽ̨�˻�
��ȫ����ƽ̨�˻��ֳ��ؽᾧ����ƽ̨�˻�һ����Ϊ����ƽ̨�˻���������ƽ̨�˻���Ҫ�����ǹ����ɷֵĸ���̼�ֺͺϽ�ֵ������ͼ��������Ͳģ���ʱҲ���ں��ӽṹ��һ�㳣��ΪһЩ���ع����������ȴ���������ΪijЩ������Ԥ���ȴ�����
2.ȥӦ������ƽ̨�˻�
ȥӦ������ƽ̨�˻��ֳƵ�������ƽ̨�˻𣨻���»ػ𣩣���������ƽ̨�˻���Ҫ���������������ͼ������Ӽ������������������ȵIJ���Ӧ���������ЩӦ��������������������ּ���һ��ʱ���Ժ������������ӹ������в������λ����ơ�
3.������ƽ̨�˻�
������ƽ̨�˻���Ҫ���ڹ�������̼�ּ��Ͻ߸֣��������оߣ����ߣ�ģ�����õĸ��֣�������ҪĿ�����ڽ���Ӳ�ȣ����������ӹ��ԣ���Ϊ�Ժ�����������
ϵ��
����ƽ������ƽ�尴�ṹ��Ϊ���ʽ������ʽ;����;��Ϊ����ƽ�塢����ƽ���ѹɰƽ��;��ȷ�ȼ����Ϊ00��0��1��2��3��ƽ�壬����2������Ϊ����ƽ�壬3��Ϊ����ƽ�塣
����ƽ�������������Ϊ4����8�ף����ڴ˹����Զ��ƴ�ӣ�ʹ��ĥ����������λָ��侫�ȣ�����Ϳɫ���������ƽ��ȣ�����ȷ��ֱ�ۡ�������ŵ㡣�ھ������е�����ƽ�����ƶ������������Ƚ�˳������ɬ�о��������˲�������֤�˲���ȷ�ȡ�
����ƽ��������������ȴ���������ƽ��ʹ�����ܲ����ϴ�Ӱ�죬����д�ϴ���Ӧ��ʹ���������;������ĥ��ʹ���Ȳ��ܱ���;����������ѵò�����ֵС�Ĵֲڶȡ����ʹ������ƽ�����ע���������ϵ�ѡ����ʱЧ�����ȷ�����������ƽ��IJ���Ӧ����
����ƽ̨����ƽ̨����Ϊ��ǿ������HT200-300��������Ӳ�ȣ�HB170-240�����Ȱ����ұ������춨���ִ�У����ηֱ�Ϊ0��1��2��3���ĸ�����
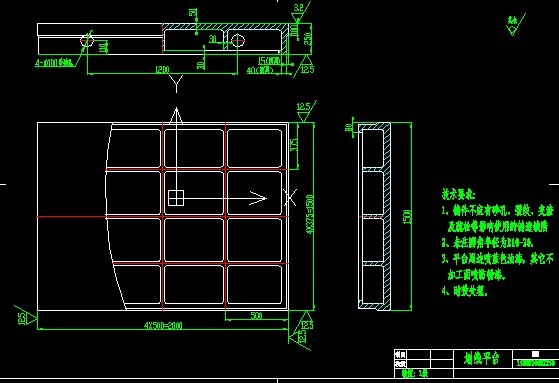
����ƽ̨��������������ͨ����Ϳɫ�����顣0����1��ƽ����ÿ��Ϊ25����ƽ���ķ�Χ�ڲ����25�㣬2�������20�㣬3�������12�㣬����ƽ̨�Ĺ��200��200-2000��4000(����������跽ͼֽ����)��
����ƽ̨�����ڸ��ּ��鹤�������ܲ����õĻ�ƽ��;���ڻ�����е���������;�������ijߴ羫�Ȼ���Ϊƫ��������ܻ��ߣ��ڻ�е������Ҳ�Dz���ȱ�ٵĻ������ߡ���һ.����: ƽ���ֳ�ƽ̨�������ʷ�Ϊ����ƽ��ͻ���ʯƽ��,����;��Ϊ����ƽ�塢����ƽ�塢
����ƽ�塢װ��ƽ�塢��ĥƽ�塢����ƽ�塢í��ƽ�塢����ƽ�塢����ƽ�塢������ƽ��ȡ�
���ȷֱ�Ϊ000��00��0��1���Ǿ��ܼӹ���ҵ���ߣ���������빤�ߡ�
ƽ��/ƽ̨
���100X100---3000X8000 (����������跽ͼֽ������)
����ƽ̨��;�������ڸ��ּ��鹤�������ܲ����õĻ�ƽ�棬���ڻ�����е���������������ijߴ羫�Ȼ���λƫ��������ܻ��ߡ��ڻ�е������Ҳ�Dz���ȱ�ٵĻ������ߡ�
���ϼ�����
����ƽ̨����: ����Ϊ��ǿ������HT200-250������Ӳ��ΪHB160��210���������δ���(�˹��˻�600��----700�Ȼ���ȻʱЧ2---3 ��)��ʹ�ò�Ʒ�ľ����ȶ�����ĥ���ܺá�
����ƽ̨���ȣ������ұ������춨���ִ�У��ֱ�Ϊ0��1��2��3���ĸ�����
ƽ��/ƽ̨�ı���������
����ƽ̨���200mm��200mm��2000mm��4000mm(������ɸ����跽ͼֽ������˫���̶������ӹ�)
����ƽ̨�����:��Ϳɫ�����顣
0��1��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����25�㡣
2��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����20�㡣
3��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����12�㡣
����ƽ̨�������治Ӧ���⼣�����ۡ����˼�����Ӱ��ʹ�õ����ȱ�ݡ�
�������治Ӧ��ɰ�ס����ס����ơ����������ɵ�����ȱ�ݡ������������Ӧ�����ɰ���ұ���ƽ����Ϳ���ι̡������Ӧ�ۡ�����ƽ̨�����ȵȼ�������00������ƽ̨�������ϣ�����ֱ��С��15mm��ɰ����������ͬ�IJ��϶�������Ӳ��Ӧ������Χ���ϵ�Ӳ�ȡ��ڹ������϶����IJ�λӦ�������Ĵ������֮��ľ���Ӧ��С��80mm��
����ƽ̨����������˵�ԭ��ֹ��ʩ����������ҵ��˵������ƽ̨����������������Ҳ�DZȽϳ����ģ����Dz�ͬ�̶ȵ���ʧ����Dz�һ���ģ��������ƽ̨������������������������ԡ���ô������Щԭ�����ɵ���?������������ƽ̨�����ڿ��䡢���˻�����������ʱ���ڲ�������������ɵ�����;�ڶ��־�������������ƽ̨����ð�ڵķ��Ի�ð�ھ�������ɴ�������ǵ����ȱ�ݡ���ô����η�ֹ?
1�����水�չ��ղ���;
2������ʱע��շ�����
С�͵�����ƽ̨һ�� ʹ����֬ɰ��һ������Ϊ�˷�����ɰ���������µ�ԭ��
1����֬ɰ�նȺã���ע����ɰ��ǿ�ȸ���������������������̹��̵�ʯī�����ͣ���Ч���������ס�����ȱ�ݣ�ʵ�ֻ���������ī����������ð�ڡ���ð�����졣
2��ʵ�����������в��þ۱���ϩ����ģ��Ӧ������֬��Ӳɰ���͡�������Һ��������ʱ����ĭ����ģ���ڸ��½���Һ������Ѹ��������ȼ�ն���ʧ������Һȡ����ԭ����ĭ������ռ�ݵ�λ�ã���ȴ���̳���ģ����״��ͬ��ʵ��������
�ճ�����
1��Ϊ�˷�ֹ����ƽ�巢���ı��Σ��ڵ�װ����ƽ��ʱ��Ҫ���ĸ�ͬ�����ȵ���˿��ͬʱ��ס����ƽ���ϵ��ĸ����ؿף�������ƽ��ƽ�ȵ�װ�����乤���ϡ�
2��������ƽ��֧�е��á���ƽ����֤ÿ��֧�ŵ��������ȣ���֤��������ƽ��ƽ�ȡ�
3������ƽ�尲װʱ������ƽ��ĸ���֧�ŵ��õ���������á���ʵ����רҵ������Ա������ƽ��������ϸȡ�
4������ƽ��ʹ��ʱҪ������Ź�������Ҫ������ƽ����Ų���ȽϴֲڵĹ��������������ƽ�幤������ɿ��������˵���
5��Ϊ�˷�ֹ����ƽ��������Σ�ʹ����Ϻ�Ҫ������������ƽ�������������������ʱ�������ƽ����ѹ�������ƽ��ı��Ρ�
6������ƽ�岻��ʱҪ��ʱ��������ϴ����Ȼ��Ϳ��һ������ͣ����÷���ֽ���ϣ�������ƽ������װ������ƽ��Ǻã��Է�ֹƽʱ��ע����ɶ�����ƽ�幤��������ˡ�
7������ƽ��Ӧ��װ��ͨ�硢����Ļ����У���Զ����Դ���и�ʴ�����塢�и�ʴ��Һ�塣
8������ƽ�尴���ұ�ʵ�ж����ܼ죬�춨���ڸ��ݾ��������Ϊ6-12���¡���װ�������װ��ľ�ư�װ������ʽ��ƽ̨����������Ĥ��װ�����ְ�װ����ƽ����½���䣬�������õķ��������𡢷���ͷ�Ұ��װж�ȱ���ƽ��Ĵ�ʩ,��ȷ����ȫ�˵��ֳ���
���������䣺�����DZ�֤ƽ�岻���ε�һ����Ҫ���ڣ���������ƽ��ʱҪ��֤�����أ������٣���ƣ�ͼ�ʻ�� �����������ӵ���������䡣
ʹ��ע�����ƽ����ʹ��ʱҪ�Ƚ��а�װ���ԡ�Ȼ��ƽ��Ĺ�������øɾ�����ȷ��û������������ʹ�ã�ʹ�ù����У�Ҫע��������ƽ��Ĺ������й�������ײ����ֹ��ƽ��Ĺ�����;�����������������Գ���ƽ��Ķ�غɣ��������ɹ����������ͣ����п�����ƽ��Ľṹ�����������ƽ����Σ�ʹ֮����ʹ�á�
ƽ����ʹ��ʱҪ�Ƚ��а�װ���ԡ�Ȼ��ƽ��Ĺ�������øɾ�����ȷ��û������������ʹ�ã�ʹ�ù����У�Ҫע��������ƽ��Ĺ������й�������ײ����ֹ��ƽ��Ĺ�����;�����������������Գ���ƽ��Ķ�غɣ��������ɹ����������ͣ����п�����ƽ��Ľṹ�����������ƽ����Σ�ʹ֮����ʹ�á�
���������JB/T7974-1999�����Ҫ����
���ȵȼ�
|
���������mm
|
����ƽ̨���ȵȼ�
|
|
1��
|
2��
|
3��
|
|
ƽ��ȹ��um��
|
|
200��200
|
10
|
20
|
50
|
|
300��200
|
12
|
24
|
60
|
|
300��300
|
12
|
24
|
60
|
|
300��400
|
12
|
24
|
60
|
|
400��400
|
12
|
24
|
60
|
|
400��600
|
14
|
28
|
70
|
|
500��500
|
14
|
28
|
70
|
|
500��600
|
14
|
28
|
70
|
|
500��800
|
16
|
32
|
80
|
|
600��800
|
16
|
32
|
80
|
|
600��900
|
16
|
32
|
80
|
|
1000��750
|
18
|
36
|
90
|
|
1000��1000
|
20
|
39
|
96
|
|
1000��1200
|
20
|
40
|
100
|
|
1000��1500
|
24
|
48
|
120
|
|
1000��2000
|
26
|
52
|
130
|
|
1500��2000
|
28
|
56
|
140
|
|
1500��2500
|
32
|
64
|
152
|
|
1500��3000
|
|
70
|
174
|
|
2000��3000
|
|
74
|
184
|
|
2000��4000
|
|
|
219
|
|
2500��3000
|
|
|
186
|
|
2000��4500
|
|
|
237
|
|
2000��5000
|
|
|
255
|
|
2000��6000
|
|
|
292
|
|
3000��6000
|
|
|
308
|
�������
1���������治Ӧ���⼣�����ۡ����˼�����Ӱ��ʹ�õ����ȱ�ݡ�
2���������治Ӧ��ɰ�ס����ס����ơ����������ɵ�����ȱ�ݡ������������Ӧ�����ɰ���ұ���ƽ����Ϳ���ι̡������Ӧ�ۡ��ھ��ȵȼ�������00������ƽ�幤�����ϣ�����ֱ��С��15mm��ɰ����������ͬ�IJ��϶�������Ӳ��Ӧ������Χ���ϵ�Ӳ�ȡ��ڹ������϶����IJ�λӦ�������Ĵ������֮��ľ���Ӧ��С��80mm��
3��������������ϣ�Ӧ�����а�װ�ֱ��������ȵ�װ��ʩ�����ƿ�Բ���ס���Ƶ�װλ��ʱӦ���Ǿ����������װ������ı䶯��
4�������û�Ҫ���ڰ幤�������������ƿۺ���Щ��λ��Ӧ���ָ��ڹ������������
5��Ӧ��������ϸ���ϵĻҿ�������Ͻ��������졣
6���������Ӳ��ӦΪHB 170-220��
7��������Ӧ���ù������գ�������3����ƽ�幤����Ҳ���Բ����������գ������������������ֲڶ�����������ƽ��ƫ��RaֵӦ������5um
8��Ӧ�����ȶ��Դ�����ȥ�š�
ƽ �� �ȣ��ɷ�ʵ���Ҽ�(Reference)��У�鼶(Master)���� ���Ҽ�(Working) ����
ƽ����ĥ��ƽ̨�ں����ʱ��,������������ƽ̨�ƥ���Բ�����ƽƽ�档һ�������� �������ĵ� ĥʯʦ�����Բ������κ���������,����������ƽ̨�ƥ��� ��ʽ,�����90��֮��ת, ���ɲ��������������ŵ���ƽ�̶ȡ�
ƽ��ȣ�
1.AA��:��ƽ���(��m)= 1+1.6D2 (DΪƽ̨�Խ��߳���ֱ��),���ڸ߶Ⱦ��� ֮�ⶨ֮��, ������ʵ���ҡ�
2. A��:��ƽ���ΪAA��֮�������,�����ڹ�����������������֮����֮�á�
3. B��:��ƽ���ΪAA��֮�ı����,�����ڹ������һ����ֳ�����������֮�á�
����ƽ��ƽ���ⷨ���ھ෨
��ν�ھ෨��ʹ���Ű�Ա�������зֶΣ���������ȡ����ǰ���������������ڱ�ֱǮ����б�ǻ� �߶Ȳ�ֵ��ͨ�����ݴ����õ�ֱ�߶ȡ�ƽ������ֵ��һ�ּ�Ӳ���������
�ھ෨�ֳƽDz�������ԭ���ǰѱ�����߷ֳɵȾ�����ɵ�����ˮƽ�ǻ���ֱ�ǣ��ֱ�����������ڲ���������б�� ��1��= 0.005/1000���ɻ��ȣ������Ű��࣬�ͷ�ӳ���Ű���֧��֮������ڲ������ĸ߶Ȳ
hi=( 0.005/1000)Clai(mm)
ʽ�� C���������ֶ�ֵ��(��);
L�����Ű��࣬mm
Ai����������������
�����߶Ȳ��ۻ���ӵĺͣ����Ǹ��������ڲ������ĸ߶� Hi����
Hi=
hi
�ھ෨�ڲ��������ִ���һ�����������ֱ����Ϊ������������˲���ȷ�ȡ�
����ƽ̨�ȴ������̣�
����ƽ̨(�ֳ�����ƽ��)��������������Ʒ��Ϊһ�ִ�����������Ҫ�����ȴ���������߱�����ʹ�����ܣ���������ƽ������������������ȴ����ǻ�е�����е���Ҫ����֮һ���������ӹ�������ȣ��ȴ���һ�㲻�ı乤������״������Ļ�ѧ�ɷ֣�����ͨ���ı乤���ڲ�������֯����ı乤������Ļ�ѧ�ɷ֣��������ƹ�����ʹ�����ܡ����ص��Ǹ��ƹ���������������
Ϊʹ����������������Ҫ����ѧ���ܡ��������ܺͻ�ѧ���ܣ�������ѡ�ò��Ϻ��ֳ��ι����⣬�ȴ������������DZز����ٵġ������ǻ�е��ҵ��Ӧ�����IJ��ϣ���������֯���ӣ�����ͨ���ȴ������Կ��ƣ����Ը������ȴ����ǽ����ȴ�������Ҫ���ݡ����⣬����ͭ��þ���ѵȼ���Ͻ�Ҳ������ͨ���ȴ����ı�����ѧ�������ͻ�ѧ���ܣ��Ի�ò�ͬ��ʹ�����ܡ�
�۵��༭������Ʒѡ��
ʹ������ƽ��ĵ�λ���϶�����Ӧ�������ȷ�Բ�����α��������ᵼ������ƽ�����ױ��ζ����ա������������������������ѡ���ʹ������ƽ������ӳ�ƽ���ʹ�������ͼ�������ƽ��ı��Ρ�
����ƽ��������������⣬��һ��ƽ���������⣬һ�������������ƽ�����ı��ξ���˵���ˣ��ڶ����ⲿ���������⣬����������Ҫʹ�÷�ע���ˡ���������˵��ƽ����������⣺
����������ƽ��ľ����Ƿ�ϸ��ھ��Ȳ��ϸ�IJ�Ʒ��������ô����Ҳ��û������ģ����Գ����ڹ�������ƽ���ʱ���Ӧ���ȼ�������ƽ��ľ��ȣ�ȷ�Ϻϸ�����ȷ���ջ���
���������ƽ����ȴ��������೧����Ϊ̰ͼС���˶�ѡ��û������ȻʱЧ���������˹��ȴ����IJ�Ʒ����ʵ���Dz����ǵģ���ȻʱЧ���ȴ����������Ǽ�������������Ӧ���Ӷ�ʹ�������ױ��Ρ�
�ٴ���ƽ��Ľṹ�Ƿ����������ĺ�����ָ�Ƿ���Թ˿�Ҫ�������ġ��ٸ����ӱ���ij��˾��Ҫһ��ƽ�壬�����������������5�֣����Ҳ������Ƿ��г����������2������˰���˷ѡ��������ڱ��ۿ�ʼ��һ�㹫˾��������ѯ�ۣ�A��˾����2�� B��˾2.2�� C��˾7.5�۸�����˾����������ֱ����̭��C��˾��ԭ���͡�Ϊʲô�۸�����ô�࣬����������ƽ��������������ε�����ԭ��A��B��C��˾˵��û�����ǵ�ƽ���ܳ���5�֣���Ȼ����������ע�����5��A��B��˾ָ���dz���5�ֲ���ѹ��ƽ�壬��C��˾��5����ָ����5�ֲ�������ζ�Ӱ�쾫�ȡ���������֪�ˡ�����������ķ����ܶ࣬��һ�Լ���ͼֽҪ��ͼֽ�������ڶ��öԷ���ͼֽ�Լ��ҹ���ʦ�Ƽ���Ƿ������
����Dz������⣺����ƽ��IJ��ʾ��������HT200��HT250���ʣ�����˵ƽ��Ľṹ���������������������˵�ģ�ԭ���Ͳ���������������������Ҫע������Դγ�õ����⣬������200����ð��250���ʡ�������������õķ������ǣ�Ҫ����������������ƽ�����ڲ���������ʹ�÷������ڼ��������ȡ����������ʼ����ʵ����ܡ��ڲ�����ԭ����Dz�Ӱ����ۣ����ƻ�ƽ��Ľṹ������Ҫ�������䷽�㡣
������������ƽ��������������ܱ�֤�ˣ������ٿ��ⲿ�������⣬Ҳ����ʹ�ù�������Ҫע���
�������м�����Ҫע�⣺
1.ƽ̨���治Ҫ���ó�������ƽ���������Ĺ��������������С�Ӵ�������ϸ������Ĺ�����
2.����ƽ��ʹ�õĻ���������ƽ����¶ȵı仯�����ر�����е���ǿ�Ҹ����Լ����µ��»�����һ��Ӱ��ġ�
3.ƽʱ����ʱ����������ƽ���ƽ���Ϸ��ó��ع����������ƽ����Ƴ��ĽṹҲ�����ܷ����������ȫ�����͡�
4.����ƽ���ʹ�ù����У�����������Ź����ٶ�ƽ��Ŀ�����������ô�����ʱ��ƽ���γɹ���ij�ѹ����
5.��������ճ�ά��������һ�㳧�Ҷ����ճ�ά����˵�������������ӳ�ƽ���ʹ��������
�۵��༭������ۼ���
������о��ƽ�������γɹ����еĹؼ�����֮һ����������������������ɱ�������Ч�ʡ��Ͷ�ǿ�Ⱥͻ�����Ⱦ�ȸ����涼��ʮ����Ҫ��Ӱ�졣
1��ճ��ɰʪɰ������
���������ʵ�����������гɱ��͡���ȾС��Ч�ʸߡ������õ��ŵ����ѹ���������ͺ;�ѹ���͵ȸ߶Ȼ�е�����Զ��������ܶ�ʪ�������գ�����Ϊ�ҹ�����С�С��������������Ҫ��չ���ơ�
2����֬ɰ������о����
ͨ������������Ⱦ��ճ��á��������о���֮���Ļ��������豸���㷺Ӧ�úͷ�չ��֬��Ӳɰ����о����Ӳ���ա���о�з������ͣ�о������
��֬�������յIJ�Ʒ����ƽ�壬�������䣬���ȡ�
3��ˮ����ɰ������о����
�о�ˮ�����ľ����������������ճ�����ܣ���������ˮ����ɰ��ɰ�������ù��ռ��豸����һ���ƹ���Ӳ��ˮ����ɰ���д�������ƽ���ϵ�Ӧ�á�
4������Ϳ��
����ͼ�ǿת��Ϳ�ϡ�����Ͻ�Ϳ�ϵ�Ӧ������ͻ����о���
�۵�����ƽ̨Ҫ��ô����
����ƽ̨�ı���[3]һ������������¼������裺
1��Ϊ�˷�ֹ����ƽ̨�����ı��Σ��ڵ�װ����ƽ̨ʱ��Ҫ���ĸ�ͬ�����ȵĸ�˿��ͬʱ��ס����ƽ̨�ϵ��ĸ����ؿף�������ƽ̨ƽ�ȵ�װ�����乤���ϡ�
2��������ƽ̨֧�е��á���ƽ����֤ÿ��֧�ŵ��������ȣ���֤��������ƽ̨ƽ�ȡ�
3������ƽ̨��װʱ������ƽ̨�ĸ���֧�ŵ��õ���������á���ʵ����רҵ������Ա������ƽ̨�������ϸȡ�
4������ƽ̨ʹ��ʱҪ������Ź�������Ҫ������ƽ̨��Ų���ȽϴֲڵĹ��������������ƽ̨��������ɿ��������˵���
5��Ϊ�˷�ֹ����ƽ̨������Σ�ʹ����Ϻ�Ҫ������������ƽ̨�����������������ʱ�������ƽ̨��ѹ�������ƽ̨�ı��Ρ�
6������ƽ̨����ʱҪ��ʱ��������ϴ����Ȼ��Ϳ��һ������ͣ����÷���ֽ���ϣ�������ƽ̨�����װ������ƽ̨�Ǻã��Է�ֹƽʱ��ע����ɶ�����ƽ̨����������ˡ�
7������ƽ̨Ӧ��װ��ͨ�硢����Ļ����У���Զ����Դ���и�ʴ�����塢�и�ʴ��Һ�塣
8������ƽ̨�����ұ�ʵ�ж����ܼ죬�춨���ڸ��ݾ��������Ϊ6-12���¡�
����ƽ̨�ĵ��Է�����
1.��ƽ̨ƽ���ڵ��棬�ָе����Ľ��ȶ��ԣ�����ؽţ�ֱ���ȶ���
2.��ƽ�������֧���ϣ�������֧��λ�ã������ӽ����ĶԳơ�
3.������֧�ţ�ʹ��֧�����������
4.��ˮƽ����������ˮƽ�����ˮƽ�ǣ����ƽ��ˮƽ״���������֧�㣬ֱ�� ����ˮƽλ�á�
5.�����ϸ����12Сʱ���и��ƣ��粻�ϸ�������ٴε�������ϸ�ʹ�á�
6.ʹ�ú����ʵ��ʵ�ػ��������Լ��ά����
| 





{kind=link}
{kind=link}