�������ƣ�ɽ�����Դ������Ʒ����˾
��ϵ�ˣ�������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺792653744@qq.com
��ϵ��ַ��ɽ��ʡ�ij��и��������ݰ��´�����·���л�·��100��·���ij�³���ͲĶ���8��
�ʱࣺ252000
��ϵ��ʱ����˵���ڵ��ӿ������Ͽ����ģ�лл��
�и��˴�6061t6��ھ����ܻ�Դ����һ��ľ̿����������1�ܼ��ɡ�����ʵ���������Ҿӵķ�����Ȼ���ڼ�����Ϻ��ʵĻ���.�������ռ�ȩ��ֲ���������ơ����������ɻ�(��������)��«έ�������١��������ջ���;���������ױ��Ļ������г����١��������ջ��ȡ�Ҫ���������������ζ�������������ʪ�����������Լ�ľ���Ҿ��ڡ���װ���ķ�������������ˮ�ȸ��ִ̱ǵĻ���ԭ����ζ����һֻ�ƿ��ǵIJ����۷������ڣ����ڲ����۸������ζ��Ũ������Ϳ�����ζ���⡣
������������Щע������
1���ڵ��������ʪë��,������λ,��Ϊ���ӿռ����С,������ע�����ı�����
2�����������ú�ǹ�ȼ��Ⱥ�պȡ����,��Ϊ�˺����۵�̫�͡�
3������һ���Գɹ�Ч������,�����������е��ߵ�̫��,���ټ���ʱ,���ܼ��ױ��Ρ�
4���������,Ҫ������˿ר�ý��϶��������ӹ�����ȴ���ˮ�ഢ����ܽӴ�,������©��
5����ǹ���治�ܹ���,�ұ����������,�����ɢ�����ܼ����ۻ���
6������ʱ�䲻�ܹ���,���۵�̫��ʱ��������������ܹܱ��ڻ���䱡,��ѹ����й©��
7�����������ú�ǹ�ȼ��Ⱥ�պȡ����,��Ϊ�˺����۵�̫�͡�
8�������������ͿĨ����,����ȷ�������������
���ܿ��ѷ���
���ڲ�����ѧ�У��ܶ����Ҫ��ܸ�Ӳ����Ҫ�б���������˵����Ҫ���ٴ��ԣ���������Ӧ�þ������ʵĸֲĺ������ĸֲģ����ڽ����У����罨���������С���ʹ��ѹ������Ƶ��������øֲ����ȷ������Σ���ô���Ǹ��ݱ����������趨Σ����Σ�š���ʹ�����ʸֲģ��������أ���û�б����������Ȼһ�·������Ѻ͵��������������ԭ��ľ�����Ϊ��������������ʣ���ҪӰ����������ܵ�������̼��
ͬ�����������������������Ҳ����Ϊ�������ʵ�ԭ�������������Ҫ���鲻Ҫ�ã������������Ҫ���罨���Ժ���1ϵ���ģ������ʸ߷����Ժá�
��ֹ����������飺
1����߲��ϵĴ����ȣ��������ܲ��ϻ����м�����ĺ�����
2�����Ƴɷ���Ƽ����ȡ�ʱЧ�˻��գ��������ܲ��ϻ����Ц�������ĺ�����
3�����Ӷ�ͷ���ε��Σ�������ΰ뾶�����Ͳ��ϵı����Ѷȣ��ٽ����Ͼ��ȱ��Σ�����Ӧ�����ڼ��С�
4����Ʒ���ϲ������Ļ����ȱ�����ʱЧ������̫��Ļ�����ʱЧͬ��Ҳ����������������
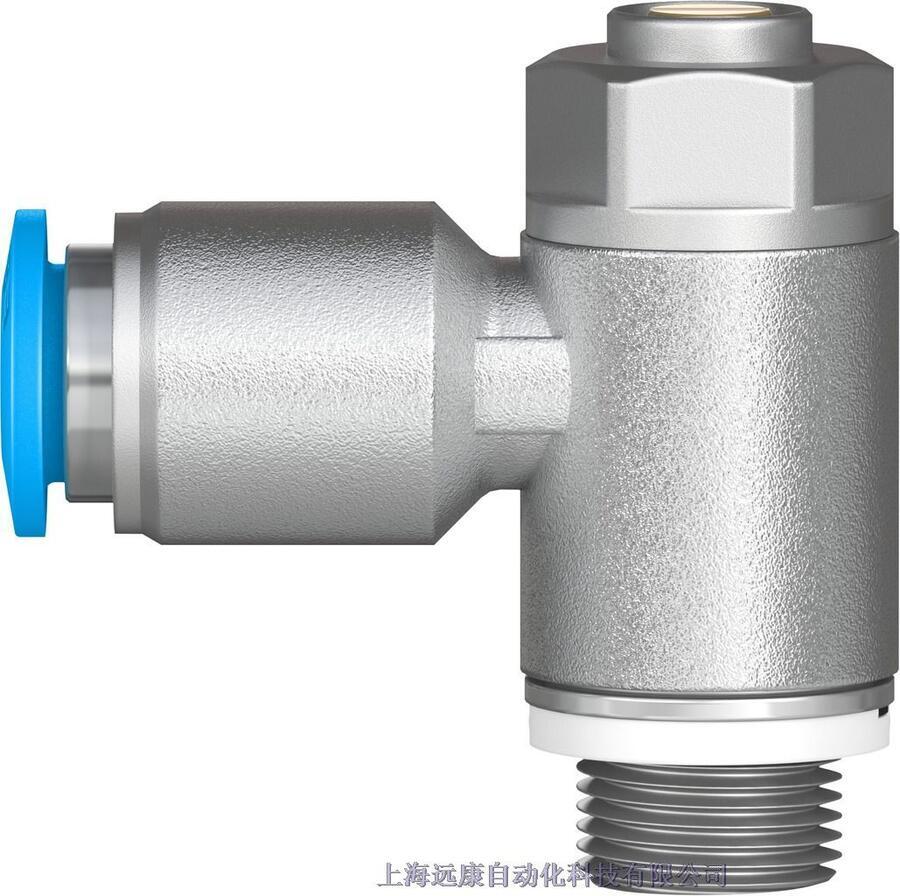
�и��˴�6061t6��ھ����ܻ�Դ����
ͭ�������ܺ��ӹ���
1�����ӹ��գ�ǥ�����գ���-���飨��Ȼ��������-��Ȳ��ʯ��Һ��������ǥ����
2�����ӹ��ߣ�װ��ʯ��Һ��������ƿ��ǥ����ǹ��
3������ǰ�ڴ���
��1��ͭ�ܺ����ܺ���
a����ͷ��ƣ���ͷ����϶Ӧ������0.08��0.2mm�����쳤��һ�㲻����30mm��
b�����洦�����ü�Һ�������ϴҺ����ͷ���Ӵ����۵�������ϴ�������ùε������ɰֽ�� ��ͭˢ�����˿ˢ������ͷ���Ӵ������ϵľ�Ե���ȥ��
ע�⣺�����⣬��Ϊǥ���ǿ�ëϸ���ú��ӵģ�������ں��ӡ�
(2)ͭ�ź����ţ���ͭ�ߺ����ߣ����ӣ� �ü�Һ�������ϴҺ�����Ӵ����۵�������ϴ��������ͭˢ�����˿ˢ����ε������ɰֽ������ͷ���Ӵ������ϵľ�Ե���ȥ��
ע�⣺�����⣬��Ϊǥ���ǿ�ëϸ���ú��ӵģ�������ں��ӡ�
4������Ŀ��Ƽ�����
��1��ѡ�ù���
����ѡ�ü��Ⱦ��ȵĿ�����ȼ��ǹ����ǹ���������Ʒ�����תװ�ã����澭������ת����������Ļ���������ȣ�������ѡ�û�ԭ�Ի��棨��Ȼ����ʯ��Һ����ȼ�յĻ��棩��
��2�����ȷ�����
����Ҫ��ͣ�������ȫ������������Ӧ����������Ϊ���ģ����¼������ƶ����棬ʹ�����������Ⱦ��ȣ�����ͬ�ֽ�������ʱ��Ӧ����ȵ������ܺõĽ�������ͭ������ʱ��Ӧ�����ͭ�����Ա�֤���ӵIJ����¶�һ�£���
��3���˿������
�ڼ��ȵ�ͬʱ������ҩо��˿������������Ĺ������������¶��ۻ���˿������Ч�����ã��������ֺ�˿�ܹ��ڻ�ʱ��Ӧ����������˿����ֹͣ����������ն�����ĸ�ġ�������˿��ֱ���ڻ���ǥ����������Ϊֹ�������ڻ���ǥ������ëϸ���ö����뺸��ģ����Ե�Ŀ�ӿ������촦����ǥ�ϵ�ʱ��ֹͣ������˿�Ա��ⲻ��Ҫ���˷ѣ���
��4����ȴ������
������ɺ��ƿ���ǹ��������Ȼ��ȴ�� ע�⣺����ʱ������泤ʱ���ijһ���Һ����¶Ȳ��˳���630�棬���⽫ĸ���ջ���
��ȫ��ʾ��ǥ������Ӧ�������������������ͷ����۾�����������֣�������Һ��ǥ���ɽ���Ƥ���ϵ������ˡ�
5����������
��ȴ�����һ��������ǥ����������ɼ�����ʴ�ԣ��������Ҹ����ι̡���ȷ����Ҫ������������������������ݺ���ý���ˢȥ��������Сë�������ϸɰֽ��ĥ������

����հѽ�Һ�����������ڣ���Һ������Ӧ�Խ�û�������Ϊ��ж���������ѹ�����б�Ҫ������ѹ��������ѹ�������ѽ�Һѹ������е��������ڣ�ѹ������ѹ�����ݾ���������������û������Ҫ��ѹ������ѹ����.8-1.MPa���ɣ�ʱ��15���ӡ�������ſշ�жѹ��һ��Ҫ��ʱ��ϴ����Ʒ����Ľ���Һ��ʱ�䳤�˾ͻ������ڱ��档����������ѹ�����е�������Ч�������Ǿ�����������һ���豸ʹ�ã������Ͽ��Ա���������ѹ����Ʒ�е�©�����������ǵIJ�Ʒ�����ڸ���ѹ�ij��ϣ�һ��Ҳ����©����
�����豸�ġ�ͭ�����������
��������ά����ͭ������ͦͷ�ۣ�������˵һ��������
��1������8��������������ɾ�����������ˮ�д��á�
��2������6ͭ����������ɾ���
��3����ͭ�ܽ���������������2CM,Ȼ���������۾���Ϳ��������ڣ��ú�ǹ�տ�ͭ�ܣ�ע�ⲻҪ�����ܣ���ͭ�ܿ����������ڻ�����ʱ����������ͭ�ܲ�����ת��ͭ����4CM���ң������Ϳ����ˣ�����ϴ��������ۡ�
�����ϵ����ܴ��Dz��ó������ģ���ϼ�ѹ��������������ȫ���⺸���ߣ��ر��������������а��ߡ���ѹ�����в��ö�Բ�������¡����ٵļ�ѹ���գ�����Ҫ���ƺá����¡�����������ѹͲ����ģ��Ҫ���ָɾ���ʱЧʱ����¶ȸ��ݹܱڵĺ�ȸ��ܾ��Ĵ�С���ʵ��ĵ����Ϳ����ˡ�
Ŀǰʹ�õ����ܼ�ѹ��������ѹ������ף������Ⱥ������ӽ��Ͽ�Ͷ�뵽��ѹ���ڣ�����ʼ����ʹ��ѹ���ƶ����鳯�ż�ѹģ�ƶ�������״̬�µ�������кܺõ����ԣ��������¶Ƚ��ͺ�����Ҳ�ή�ͣ��ڼ�ѹ��һ����ѹ�����ٶ������£���ѹ���ƶ�����������������Ӽ�ѹģ�м������Ӷ�������������״���ߴ�����ܣ��ڼ�ѹ�����У������ڼ�ѹ�������д���ǿ�ҵ�ѹ��״̬�����Գ�ַ��������ԣ���ô��������ͬʱ��ѹ���ο��Ը��ƽ������ϵ���֯���������ѧ���ܣ��ر��Ƕ��ھ��м�ѹЧӦ�����飬�伷ѹ��Ʒ�ڴ��ʱЧ������(��ѹ����)��ѧ����Զ���������ӹ�����������ͬ���Ʒ����ѹ�ӹ������кܴ������ԣ�ֻ�������ѹģ�Ϳ�����ͬһ̨�豸��������״���ߴ����Ʒ�ֲ�ͬ�IJ�Ʒ���Ҹ�����ѹģ�IJ������㡢��ʱС��Ч�ʸߡ����Ƕ���һЩ˫�������ܵij����Դ��ںܴ�����⡣��ˣ��б�Ҫ������������и��ơ�
�и��˴�6061t6��ھ����ܻ�Դ����ѡ���ʵ�����֬�ͳ������������Ƕ�����������IJ�Ʒ(�粣������Ȧ�ࡢ���������)��ͨ����֬Ҳ���ܷ�̶���ѡ���ʵ���ģ�߹��죬Ƕ��ƷҲ����ȫ������֬�ڡ�Ƕ�����ͺ���ȥо�״�����Ҳ���ƳɎ����пհ��۵IJ�Ʒ��.��ʽע�ܻ����е�֡�Ƕ��Ʒ����װ�õȵ���ϣ�Ƕ�������̴�ʵ���Զ����������Զ�Ƕ������ϵͳ���ѡ��ע������1.����Ƕ���������ײ������������ʲ���һ������Ӧ����Ҫ��λ����״���ߴ羫�ȵļ������顣ע������н���Ƕ�����ױ��κ���λ��Ӧ��ֿ���ģ�߹��ɺ����ױ��ֽ���Ƕ����ģ����״����ơ�����Ƕ����״���ܸı�IJ�Ʒ�����������Dz���ȱ�ٵġ�����Ƕ�������з����ʹ���������ij����£�����Ƕ��֮���Ƕ��������ĽӴ�����ʹǶ���������ϸ�����ˣ���Ӱ���Ʒ������Ӧ����ȷ����Ʒ����������Χ��Ӧ���Ȳⶨ����Ƕ����Ϊ��ѹ�ӹ�������ľ��״�������������Ϻ�Ȳֱ������ӹ�����ĺ�Ȳ�ȡ��ڴ˻����Ͻ����Զ���װ�õ�����ѡ����Ƽ�ģ�߹������ơ�ģ�߽���λ�÷�ʽ���������ڵ���Լģ�߹���Ŀ�Ԥ��������������Ƚ��������Ӧ�ĸ��ƶԲߡ�Ӧȷ�Ͻ���Ƕ���Ƿ���ҪԤ�Ȼ���ﴦ����Ŀ�����ڱ�֤��Ʒ�����ͳ��͵��ȶ��ԡ�ģ�������õĸ��ּ����������Ϊ����ģ�����ȡ������Ȼ�������Ӱ���£���֤���Ͷ������������õģ�Ӧȷ���Ƿ�ʹ�á�Ϊ�˱������Ƕ��������Ʒ��ϸƬ�ѻ���ģǻ�ڣ�Ҫ��Ҫ�Ļ�����װ����װ�á�����ϵͳ�豸Ͷ�ʼ۸�ߣ�����ǰҪ��ֿ����ܷ�ȷ���豸���к����������