商铺名称:苏州锦幕机电有限公司
联系人:苏夏(小姐)
联系手机:
固定电话:
企业邮箱:1047645459@qq.com
联系地址:苏州市相城区善济路合景峰汇广场
邮编:215000
联系我时,请说是在电子快手网上看到的,谢谢!
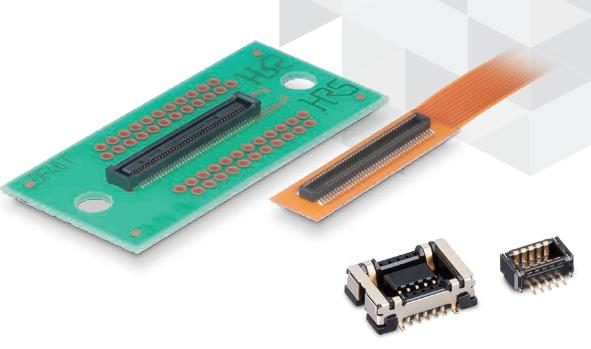
AD11-40A-04ABG-DC24V日本CKD喜开理导杆气缸
由于磨料间有结合剂的存在,工件、磨料间所受到的压力均匀,大尺寸的磨料和小尺寸的磨料所受到的压力较为均匀,这使得磨料切削深度也较为均匀,产生的划痕浅,提高了工作表面质量,对磨料的尺寸均匀性要求较低。⑤磨料不易嵌入较软的工件表面,保证了工件的使用性能。⑥在
日本广濑向控制阀 濑截止阀 液压阀
HF-4211-32-23-ASS、HF-4211-32-24、HF-4211-40-23、
HF-4211-40-23-ASS、HF-4211-50-23、HF-4211-50-23-AS1

研磨加工中可适当控制冷却液的流量,不存在冷却液冲走磨料的问题,可使冷却效果达到最佳,较好地控制工件温度,保证加工精度。在研磨过程中磨具磨损均匀,保证了加工工件的表面精度,齿轮泵不需要修整磨具,使加工过程既简单,又降低了对工人操作技术水平的要求。体加工
台湾康百世KOMPASS电磁换向阀
D5-02-2B5B-A15 D5-02-2B60B-A15
D5-02-2B7B-A15 D5-02-2B8B-A15
D5-02-2B9B-A15 D5-02-2B10B-A15

中,粗加工一般采取仿形车或数控车进行,在此不加细述。精加工方法中,目前国内外制造商中,多采用“展成法”磨削加球面技术,其优点在于此法加工的球面精度高,球形好,质量稳定,生产效率高。因此,这种方法适合于批量较大,互换性要求较高的生产。而对于小批量
UEEN 电磁阀
MK2-A6 MK2-8 NK2-10 NK3-08 MG-10
MA-10 MA-15 MA-10-M13 MA-15-M13 MD-10WAG

生产来说,己较简单的研磨球面的方法,但是生产效率低,互换性差。现对“展成法”磨削球面的几个问进行介绍如下。4)用“展成法”磨削柱塞缸体内球面和配流盘外球面的方法用“展成法”