�������ƣ����ݽ�Ļ��������˾
��ϵ�ˣ�������С�㣩
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺1047645459@qq.com
��ϵ��ַ��������������Ƽ�·�Ͼ����㳡
�ʱࣺ215000
��ϵ��ʱ����˵���ڵ��ӿ������Ͽ����ģ�лл��
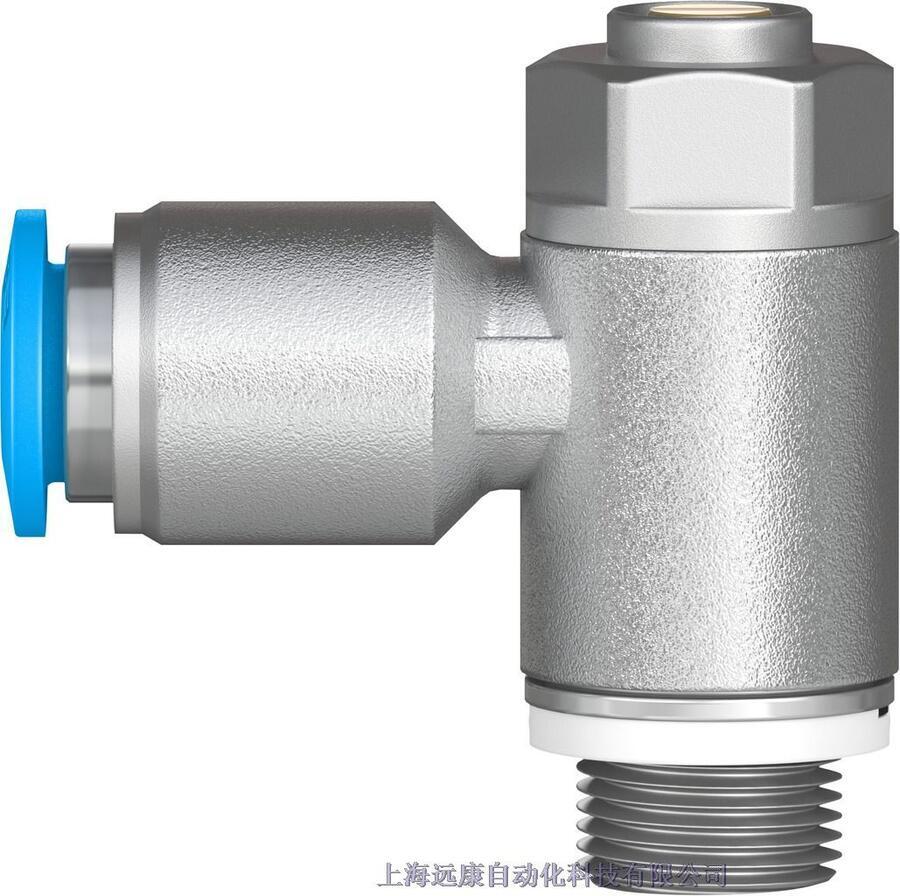
SSD2-L-40-50-T0H3-D-W1�ձ�CKDϲ��������������
ˢ������Һѹ�������һ�ֳ��÷���������ٶȿ죬���ǿ�ȸߣ�����ˢ�ƿɻ��С����������(o��001��1��Omm)�Ŀ��ٶƲ㡣����������Һѹ����������������Ħ���档�������̶��桢���ֱó��ֶ���ȡ��������������о��Բ��ͷ��ס��������������ϵ��ͷ��ܷ��档�������ᡢ���λ����ᡣ�����á�Һѹ�������������������ϱ���ȡ���������ĥ�����ϼ�϶�����Һѹ�������ˢ�ƴ�
�ձ���������Ʒ� ����ֹ�� Һѹ��
HGZ-4211-20-23��HGZ-4211-20-35��HGZ-4211-32-23��HGZ-4211-32-35��
HGZ-4211-50-23��HGZ-4211-50-23-AS1��HGZ-4211-50-35��HGZ-4211-8-34

�����Ͻ�������Һ�еĽ��������ڸ��������������ֱ��Ϸŵ�ᾧ�Ĺ��̣���һ��۶���ͬ�������ӵ�Դ�������Ʊʽӵ�Դ��������9-1������������Һ�ĶƱ��ڹ��������ϲ��ö���õ�Ʋ㡣���ǣ�ˢ���жƱʺ���������˶���������Ʊ��治�������ֻ���ڶƱ��빤���Ӵ��ĵط�
̨�念����KOMPASS��Ż���
D5-03-2B8-A15 D5-03-2B2L-A15
D5-03-2B3L-A15 D5-03-2B8L-A15
D5-03-2D2A-A15 D5-03-2D3A-A15

����˲ʱ�ŵ�ᾧ���������ʹ�ñȲ۶ƴ���ʮ���ĵ����ܶȣ���߿ɴ�500A/drr12��������ƻ��ٶȱȲ۶ƿ�s��so������ˢ�Ʒ�����Һѹ����Ҫ����ר�õ�Դ�豸����ZKD-I�ͣ��ͶƱʣ���ZDBI��ZDB4�ţ������������ͬ��״��������Բ����SMI����Բ��(SM��)����A(SM��)��
SNSҺѹ��
SHD-G03-2D3-20 SHD-G03-2D40-20 SHD-G03-2D12A-20
SHD-G03-2D10A-20 SHD-G03-2D9A-20 SHD-G03-2D7A-20
SHD-G03-2D6A-20 SHD-G03-260A-20

����(SM��)����״(SMV)��ƽ��(SM��)����״������PI���ȶ��֣�ʯī�Ͳ���ҿ�Ͻ��DZȽ�����IJ������������ϡ�ˢ�Ƶ����Һ��������Ԥ������Һ����߶Ʋ������Ľ��ǿ�ȣ��ڵ����Һ�����˶���Һ���ۻ���Һ����ȥ���ϸ�Ʋ㣬���ƶƲ�������