商铺名称:苏州锦幕机电有限公司
联系人:苏夏(小姐)
联系手机:
固定电话:
企业邮箱:1047645459@qq.com
联系地址:苏州市相城区善济路合景峰汇广场
邮编:215000
联系我时,请说是在电子快手网上看到的,谢谢!
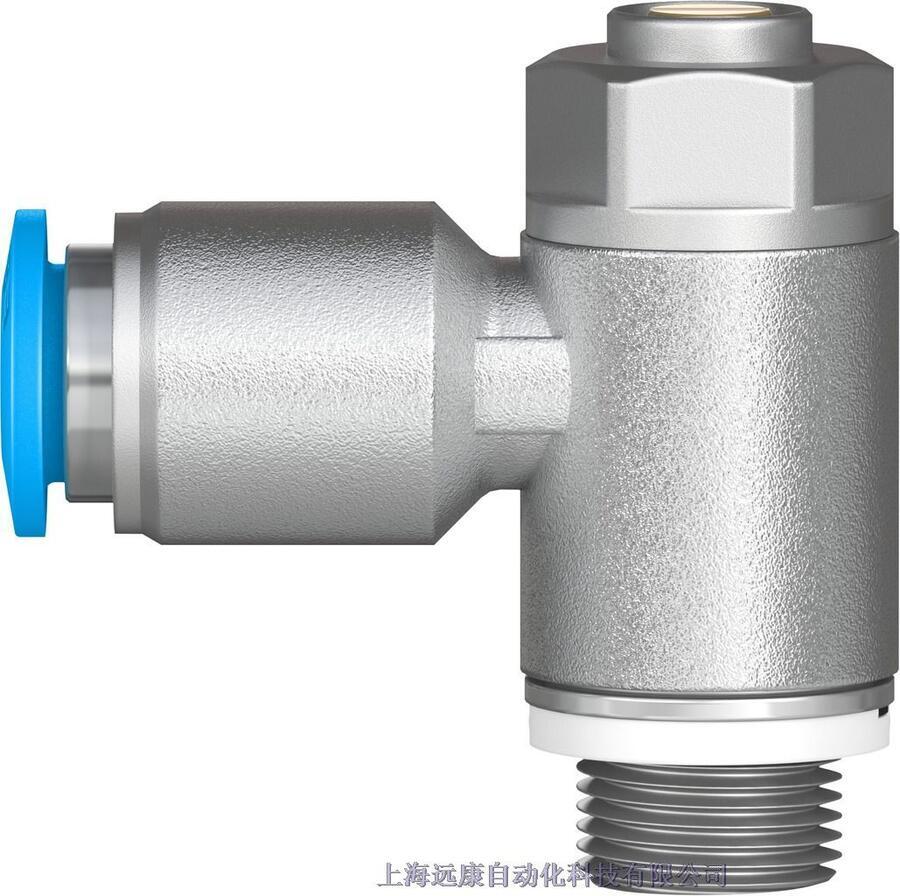
SSD2-L-50-15-T0H-R-W1日本CKD喜开理超紧凑气缸,进口气缸
磨削抛光。②汽油清洗。③化学除油(在碳酸钠和氢氧化钠溶液中,70一100℃下煮沸④冷水冲洗。⑤石灰浆擦洗。⑥再次冷水冲洗。⑦装挂及绝缘。挂具要设计合理,以保证镀层均匀。导电部分应保证接触良好,非镀区应涂绝缘物(如丙酮和赛璐珞溶液绝缘清漆)或用塑料带包扎。⑧冷水冲洗。检查除油质量,若表面仍残留油污,齿轮泵可再用石灰浆擦洗,然后冲净。⑨悬挂零件及预温。检查镀件与阳极配合情况,使两极间
日本广濑向控制阀 濑截止阀 液压阀
HGZ-4211-80-23、HT-4211-10-23、HT-4211-15-23、HT-4211-20-23、
HT-4211-25-24、HT-4211-32-24、HT-4211-8-23、HT-4211-K-10-23、

各处距离一致。在镀槽内预温,使镀件温度升到接近或等于镀液温度(一般1~3min)。⑩阳极处理。通以反向电流, 对镀件进行阳极腐蚀,也就是利用电流的作用,溶解镀件表面的氧化膜,镀液温度为55~58℃,电流密度35~45A/dm2,处理时间根据不同材质而定,钢制阀芯件为O.5
台湾康百世KOMPASS电磁换向阀
D5-03-2D4A-A15 D5-03-2D40A-A15
D5-03-2D5A-A15 D5-03-2D7A-A15
D5-03-2D9A-A15 D5-03-2D10A-A15

~3min,阀体等铸铁零件不能进行阳极处理,可采用酸蚀。镀铬。为保证结合强度,开始时铸铁件可先以80 .__120A/dm2的大电流密度冲击1-3min,流。而合金钢零件采“阶梯式给电”法,逐渐加大电流密度;大约在lOmin内达正常值。镀铬时应当注意控制好电流及温度,不得中
电磁阀
SHD-G03-2A2-10 SHD-G03-2A3-10 SHD-G03-2A14-10
SHD-G03-2A2L-10 SHD-G03-2A3L-10 SHD-G03-2D5A-10

途断电。回收镀液。按所需电镀时间电镀后,为减少铬酐损失,取出零件,在镀液上方用蒸馏水冲洗镀件及挂具,或在蒸馏水槽中荡洗。⑩冷水冲洗及拆除挂具及绝缘物。⑩中和酸值。将镀件放入5%的碳酸钠溶液中,经3~5min后取出,并用冷水冲洗。⑩质量检查。测量镀后尺寸和镀层缺陷,合格后交配磨。