

商铺名称:河北威岳机械有限公司
联系人:谢佳宁(小姐)
联系手机:
固定电话:
企业邮箱:3622313939@qq.com
联系地址:河北省泊头市交河镇新华西路
邮编:061000
联系我时,请说是在电子快手网上看到的,谢谢!
铸造条形铸铁平台时应尽量使用低碳钢,不能锈蚀太严重,其厚度>2mm,高合金钢要单独配料使用,含钨的高合金不能使用。
回炉铁:回炉铁主要指铸件冒烟口,铸件废品和费沙箱等,应芯沙和粘沙,其用量根据回炉铁多少调节,不同牌号的回炉铁要分堆放,并且表示。
铁合金:铁合金主要指75号硅铁和75号锰铁,用于调节铁水中的硅和锰的含量。
条形铸铁平台浇注工艺:浇注温度1320-1400℃,小件浇注温度高,搭大件浇注温度低。铁水透明发青,℃可以浇注5mm壁厚的小铸件,铁水表面呈现着闪动的花纹时只能浇注壁厚不加工铸件,若铁水粘包就不能再浇注铸件。
规范操作:当天铸造好的铸型当天浇注,减少吸潮,避免铸型长时间停放;严格配料、称量,保持适当高度的料柱;按规程操作,确保不出现事故,只有保持“四稳”(炉膛尺寸稳定、底焦高度稳定、风量控制稳定、合格炉料稳定)、“三通”(保持风口、渣口、出铁口明亮、通畅、干净),才能熔化稳定,铁液优良。
选择合适的配料后,铸造生产的时候,怎么去掉铸铁平台的内应力,有以下办法,具体策略如下所述。
条形铸铁平台去掉内应力办法:为了很好的去掉条形铸铁平台的内应力,要的办法是依托浇铸后在砂型中缓慢的均匀地冷,这取决于正确的砂型规划,和铸件露出于空气之前应有满足的冷时刻。其次的办法是安排在锻造后、粗加工后和半精加工后进行热处理。含碳当量较高的铸铁,用较低温度规模;含碳当量较低的铸铁,用较高温度规模。条形铸铁平台的保温时刻长,降温时刻长,全部热处理的进程大概长达一周时刻。保温时刻满足长,才能是剩余应力取得充沛的松懈;冷时刻满足缓慢,方可防止产生二次应力。
条形铸铁平台的内应力去掉减退,人们往往认为时效理想。本来,时效不见得牢靠,除非长达数年,内应力或许能大部分去掉,如果只是一年半载,只会有条形铸铁平台小部分可以去掉。在终加工前都给予恰当的去掉内应力的热处理。规则若依托时效去掉内应力,须经买方赞同。还规则,若买方需求,制造厂应赞同供给去掉内应力的工艺进程的。
条形铸铁平台铸造材质有原生铁HT250主要选用Z25、Z20、Z18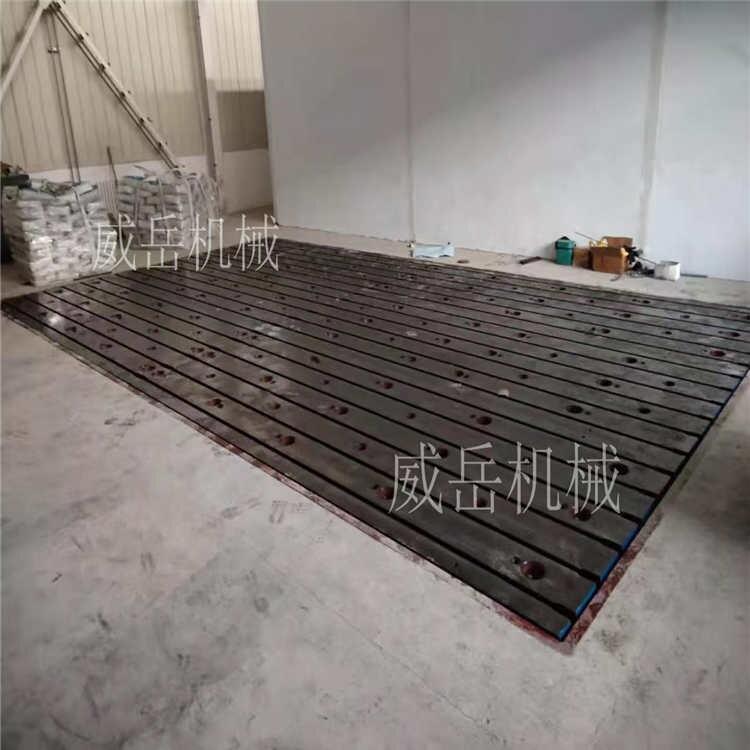


 、Z15、和Z14生铁。不能使用含有白口或粗大石墨原生铁,因为原生铁中白口或粗大的石墨会遗传到铸件中。
、Z15、和Z14生铁。不能使用含有白口或粗大石墨原生铁,因为原生铁中白口或粗大的石墨会遗传到铸件中。
条形铸铁平台按标准7974-99制造,用于机械、发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,表面带有T型槽,可以用来固定实验设备, 条形铸铁平台的精度按标准计量检定规程JJG117-91执行,产品制成筋板式和箱体式工作面有长方形,材料为普碳钢或按客户要求,工作面上可加工V形、T型、U型槽和圆孔、长孔等。用于工件检测或划线的平面基准器具。
条形铸铁平台适用于各种检验工作,精度测量用的基准平面,用于机床机械检验测量基准,检查零件的尺寸精度或行为偏差,并作划线,在机械制造检验中条形铸铁平台也是不可缺少的基本工具。条形铸铁平台常用于划线、检验、测量、铆焊、装配、焊接等使用,精度0-3级。
条形铸铁平台锻造碾砂过程的控制:型砂的机能将直接影响条形铸铁平台铸件的质量,因此,型砂应该具有良好的透气性,湿强度、活动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有疏松性,以进步透气性、活动性等。
