

商铺名称:四川顺扬管道有限公司
联系人:杨(先生)
联系手机:
固定电话:
企业邮箱:3081223859@qq.com
联系地址:成都市金牛区
邮编:610000
联系我时,请说是在电子快手网上看到的,谢谢!
PE管的优势:
a.使用寿命长,在额定温度和压力状况下,可使用50年以上;
b.耐腐蚀性能强,除少数非常强的氧化剂外,常见的化学介质都不能侵蚀,所以很多化工厂都有使用PE管;
c.抗磨损性能优异,建筑施工时输送矿砂泥浆,它的耐磨性能是普通钢管的4倍以上;
d.国标PE管卫生性能绝对达标,不含重金属,不结垢,不滋生细菌,解决了城镇用水的二次污染;
e.抗耐冲击性能好,韧性是塑料管道独特的优点,聚乙烯又是其中表现突出的一种材料,重物平行压过管道都不破裂;
f.连接方便可靠,实验表明,热熔接口处的强度高于管材本身,不会因为地质活动或载荷的而断裂;
g.施工成本低,质量轻,除了大口径的,人工直接搬运,施工方便快捷,整体工程造价相比传统管材低;
总的来说由于聚乙烯材料本身的特点,它比其他管道能有效抵抗环向应力及轴向抗冲应力。避免饮用水的二次污染。能有效降低项目成本。

PE管实验参数:
20℃静液压强度(在环向应力9.0MPa,100h)不破裂,不渗漏;
80℃静液压强度(在环向应力4.6MPa,165h)不破裂,不渗漏;
断裂伸长率,百分比 ≥350;
氧化诱导时间(200℃),≥20min;
纵向收缩率(110℃),百分比≤3;
耐候性≥10min。

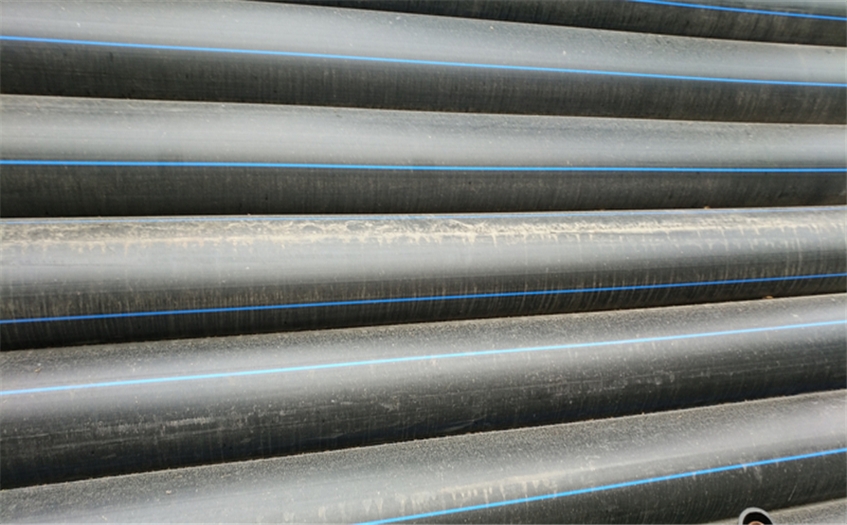
PE管介绍:
由于传统的钢制管道很容易生锈,对水质产生影响,而且笨重,成本高,由此而产生了今天用的塑料管。以聚乙烯100级(给水我们用的是高密度聚乙烯,因为要承压,所以必须用分子量大,机械性能较好的。另外灌溉用的有一种PE管属于中密度管俗称毛管)为原材料,聚乙烯树脂本身是有些透明色,我们见到的成品管材都是添加了色母,然后通过塑料挤出机一次挤塑成型,然后喷色带,编码等。


PE管连接方式之电热熔焊机连接:优点是管件相比之下价格要便宜,缺点是受外界因素影响要大一点。
a.调试对接焊机,把需要接的管材用相应的夹具夹紧。
b.把管材或管件清理干净,用旋切刀铣削连接端两面,要保证结合处不错位,不单向开口闭合不了。
c.等待加热板到达要求温度后,放入加热板并稍用力向连接处施力,使几口充分均匀热熔,时间按要求把控。
d.加热完毕后,迅速取出加热板,并启动液压接合两管材加热面,保持压力到冷却。
e.冷却时间尽可能足够,冷却后打开夹具并移开管材,观察连接处卷边判定连接质量是否可靠。

PE管连接方式之电熔连接:优点是连接方便迅速、接头质量好、基本不受外界因素影响,缺点是价格比较贵。
流程:检查-----切管-----清洁接头部位-----管件套入管子-----校正-----通电熔接-----冷却
a.检查:管材和管件口径是否相对应,外观质量有无问题。
b.切管:比较常见的切割工具有旋切刀、塑料管剪刀和锯弓。管材端口要求垂直平整,使得热熔区足够长,以保证连接的牢固性。避免切割时产生高温引起管材变形。
c.清洁接头部位:有氧化现象的,要用砂纸去除,然后用干净抹布擦除连接面的泥土及污垢。并标示插入深度线。
d.管件套入管子:将电熔管件套在两端管材上,保证插入深度足够。
e.校正:要保证连接牢固可靠,必须把管材和管件调整在同一轴线上,以防偏心造成热熔区域不够以致气密性不好而漏水。
f.通电熔接:要获得最佳的熔接接头,就必须按照厂家或技术要求的恒压电压和通电时间进行,度要把握好,电压过高,时间太长就会出现碳化,而脆裂;电压过低,时间太短,而连接不牢。
g.冷却:聚乙烯本身熔点就不是很高,所以连接后,冷却时间要足够,恢复到常温才能达到最高的耐压强度。这段时间不能移动管材,必须保持静止。
PE管应用:
给排水方面,主要用于城市及农村自来水网铺设,农业灌溉引水,工业排污等。
还有用作中低压燃气输送,也是越来越广泛。
PE管连接注意事项:连接也是管道施工中非常重要的环节,连接不好就会影响整体工程质量,不达标就过不了验收环节,也影响使用寿命。不过连接也是非常简单的。
a.对管材、管件及连接设备按设计要求进行核对,进行外观检查,符合要求了才能使用。主要检查耐压等级(兆帕)、外表面质量、材质的一致性;
b.根据不同的连接形式用专用加热工具(比如热熔机),严禁使用明火加热管材及管件;
c.热熔连接方式管道,宜使用相同材质的管材及管件,对于类似的材料必须先经过试验后,合格方可进行;
d.在寒冷气候(零下5度以下)或者大风环境的条件下进行连接时,要采取必要的保护措施,要不就调整连接方式。
e.连接时必须清理管口,而且每次收工时候,要封堵管口,以防杂物进入管道。
f.连接成功后,应进行连接处外观检查,不合格及时返工。

检验热熔对接质量方法:
a. 非破坏性外观检测。主要是对焊接口卷边的,通常包括卷边几何形状的外观检查和割除卷边,将卷边向背后屈曲以证实连接有无熔合不足的检查。(主要针对电热熔机焊接的管材)
b.破坏性检测。将接口切处分别进行拉伸试验、弯曲试验等


